
以下是:滁州市定远县弯供机业内好评的产品参数【万泽锦达】以匠心打造多元场景产品,涵盖天长圆管弯供机一个起售、南谯圆管弯供机全新升级品质保障等。弯供机业内好评,万泽锦达机械制造(滁州市定远县分公司)为您提供弯供机业内好评产品案例,联系人:简强,电话:【0527-88266888】、【0527-88266888】。 安徽省,滁州市,定远县 定远县地势大致是北高南低。境内地貌类型分为丘陵、波状平原和平原三种。定远古有“境连八邑,衢通九省”之誉,现仍为中国南北要冲。京沪高速铁路、淮南铁路、合新铁路(在建)贯穿境内,京台高速公路,滁新高速、徐明巢高速(在建)横跨境内。定远县是智慧城市试点县,全国农村改革试验区, 中小城市综合改革试点县,全国科技进步先进县。
想要知道弯供机业内好评产品如何?看视频就知道!看视频,选产品更明智!以下是:滁州定远弯供机业内好评的图文介绍
定制圆管弯管机厂家直销产品介绍:
弯管机主要是通过液压系统顶进,对管材、型材进行冷弯,通过主电机的传动,带动了管材、型材往前行进,通过调节顶辊的顶进尺寸,可以调整弯曲半径。管材和钢材在冷弯压力的作用下,会有变形产生,根据钢材的变形系数不同,钢材的变形效果也不一样!
弯管机是我厂生产的母体,主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!当然了,工作原理肯定都是相通的!只是在岁月的长河里,机械式的设备逐渐在被液压式的代替!
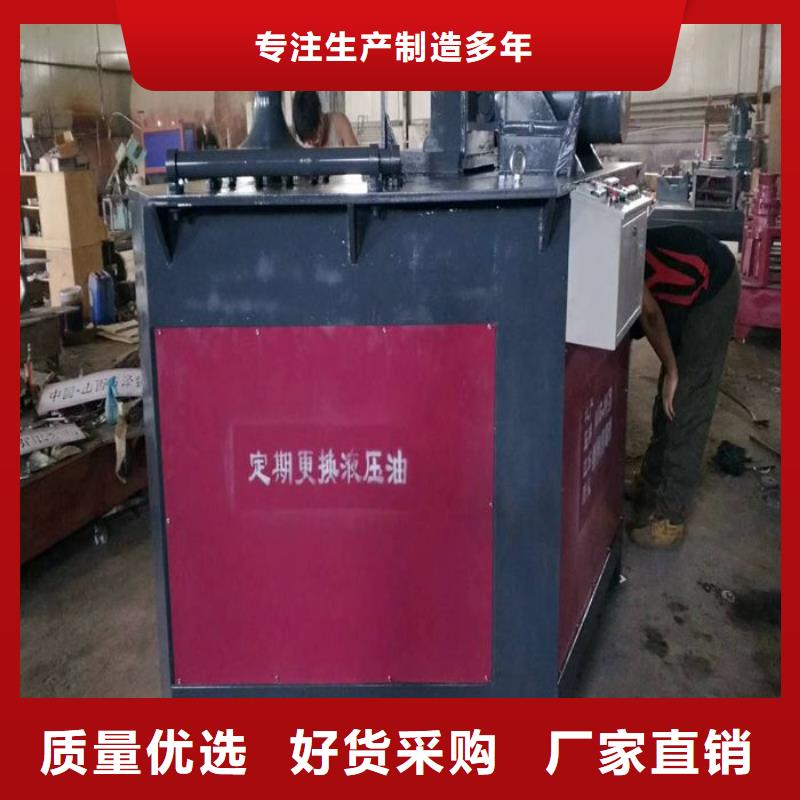
定制数控方管弯管机设备参数:
重量 1.5t
电机功率 4kw*3
生产速度 5m/min
配用电机 jy112m-4
外形尺寸 1200×1420×1150mm
电压 380v
安装、使用、维护全操作规程。
1、安装在坚硬的基础面上、设备保持平稳。开机前减速器应加润滑油。
2、使用设备前、请认真阅读说明书、再进行设备操作。严格遵守规章制度和安
3、操作人员应了解并掌握设备的结构及工作原理和保养检查点。掌握开机、停机的方法和顺序(按电磁调速电机的使用说明书操作)。
4、设备正在运行时如须打反转、则应先将调速开关复位、停机后停1分钟再开机。
5、被动轮进给时、应先将紧固螺栓松开、进给达到刻度后、再将圆螺母拧紧固定;被动轮两边的螺栓(4-m30)拧紧、固定。每次被动轮进给时需将工件完全退出后再进给。
6、使用过程中应及时清理压轮槽内及工作台表面的杂滓。请注意、本机电源为三项四线。
弯管机的用途和领域
1、机械工业用管。如机场钢结构管(无缝圆管、有缝焊接圆管)。
2、化学工业用管。如:裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。
3、煤矿扩建储煤棚,金矿储蓄厂棚等大型厂房建设。
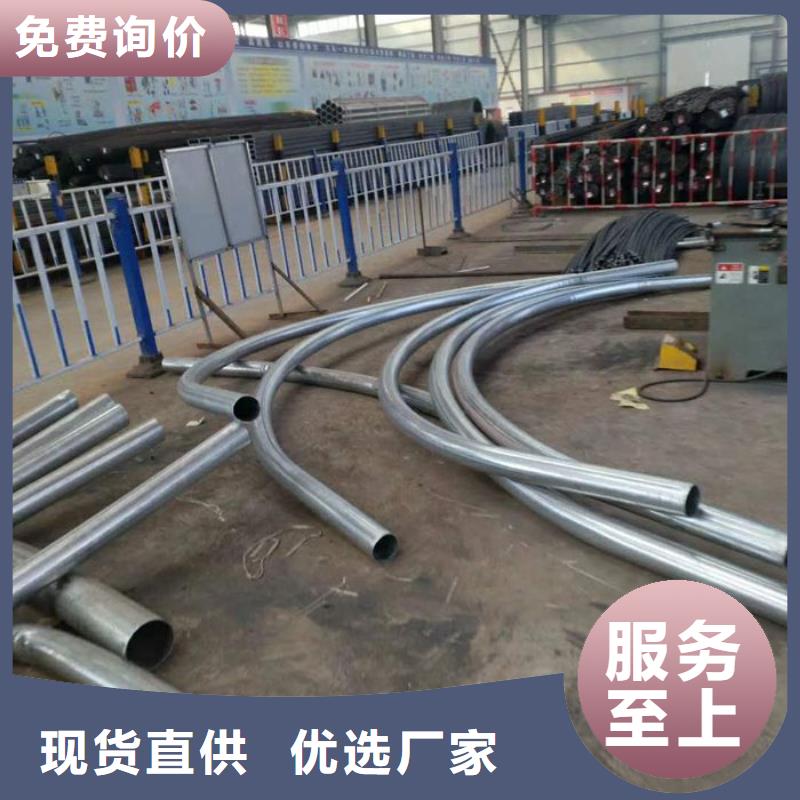
圆管液压弯管机用途
主要用于电厂电力施工建设,体育场建设施工,矿山建设大棚,机场建设,火车站建设,高铁站建设天棚,化工厂建设,公铁路建设,锅炉、桥梁、等方面的管道铺设及修造,具有功能多、结构合理、操作简单等。相对于数控弯管设备而言具有价格便宜,使用方便。
圆管液压弯管机及简介
圆管液压电动弯管机不锈钢管使用采用涡轮减速箱传动,弯管过程主轴轮模传动,配合顶轮弯管,使圆管弯曲半径一致,可弯不同直径的无缝圆管、有缝焊接圆管等,化工管道、工矿,预埋消防圆管管生产等行业的大批量弯管加工操作。
滁州定远万泽锦达机械制造有限公司位于小店区208国道东浦村东浦路一号,公司主要生产 圆管弯供机。二十多年来,公司一贯坚持以质量树信誉,以创新求发展,努力为各户提供优质的产品,的服务,客户的需求就是公司发展的直接动力。现在我们将以顾客为关注焦点,坚持“以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司坚持“质量至上、信誉至上、用户至上”的经营理念,严格按照质量管理体系标准要求组织生产,质量稳定可靠。
适用范围及:
对铁管、圆管、方管、扁管进行加工弯曲,主要用在电力施工、铁路、公路建设、桥梁、船舶家具装潢等方面的铺设和修造。具有功能多、结构合理、操作简单等。
冷弯型钢是指用钢板或带钢在常温状态下弯曲成的各种断面形状的成品钢材。 冷弯型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。 冷弯型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度;与普通钢结构(即由传统的工字钢、槽钢、角钢和钢板制作的钢结构)相比较,可节约钢材30~50%左右。冷弯型钢的重要是:它是经济断面钢材,可以生产出各种复杂的断面,它主要是通过改变型钢断面形状来提高型钢强度的。
主要技术参数:
产品型号 WG-219
弯曲直径范围 ≤Φ219钢管(壁厚~10mm)
弯曲大角度 360
弯曲小角度 0
电机功率 12kw
电源 三相交流380v,50HZ
重量 2000kg
外型尺寸(长×宽×高) 2500x1500x1200mm
圆管弯管机型号组成:机械传动部分,智能控制系统、模具平台弯管机因模具安装位置位于机器平台上而得名。平台弯管机分为:电动平台弯管机及液压平台弯管机。
电动平台弯管机采用涡轮减速箱传动,弯管过程轮模转动,配合压条性定型弯管,保证了弯曲半径的统一。可弯不同直径的圆管,方管,矩形管等机器体积小、拆卸模具方便、操作简单经济实用。
安装时请正确引入电源线,初次使用前减速箱里需加齿轮油、使用约三月后需换更换、以后每年换一次。切记不能高负荷使用设备(如:150型液压平台弯管机,适用于管直径小于150mm*8.0的管子加工,管子大于150mm则属于高负荷使用)
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
弯供机业内好评_万泽锦达机械制造(滁州市定远县分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:简强,小店区208国道东浦村东浦路一号。














